Autolog control systems are programmed and fully tested according to our customer’s preferences by our knowledgeable team of engineers and technicians. The Allen-Bradley® programmable controllers ControlLogix® and CompactLogix™ series are used in most of our systems, allowing us to meet the industry’s highest standards. Beckhoff® controllers are also used in very high speed applications.
Autolog control solutions bring together optimized solutions for every piece. At each stage of the wood transformation process, our system takes charge of the actions needed to execute optimal cuts in order to maximize the value added to our partners’ primary materials.
There is real-time monitoring for every piece in order to adjust the transformation process to the optimal solution as the piece moves along the production line. An intuitive human-machine interface (HMI) is provided with each of our control solutions to allow operators to quickly take charge of systems after they are installed.
See the properties of this interface under the “About the human-machine interface (HMI)” tab below.
Here are a few examples of the control systems we offer:
Log bucking and log sorter
Carriage control system (softwood and hardwood)
Scan ‘n’ Set
Rotary lug loader high speed control
Trimmer/edger line
Electronic chain synchronization system, with skip-a-lug mode on 2 or 3 lugs
Board sorter: the most complete and intuitive on the market
Stacker with automatic positioning according to dimensions and grades recipes, package information tracking from bins up to the end of the package outfeed including strapping machine recipes, automatic paper wrapping, etc.
Planer line: controls the entire line from the tilt hoist to the sorter. Many options can be added: automatic speed control for the entire mill, re optimization, real-time product cancellation, mixed product management, etc. Our most advanced product.
Hardwood control and tally: automated measuring and sorting system with user interface and grade marks reader; redundancy auto backup available
The Autolog Setworks is a hydraulic multiple cylinder positioner. A touchscreen enables you to configure the position of different cylinders according to the output status coming from any equipment, logic controller, button, etc. It also contains a diagnostic page that enables you to see in real time the input status for positioning and the actual position of all the movements.
Process overview
Graphic representation of each piece’s progress along the production line
Status of the various engines and actuators
Output rate and tally of the number of pieces processed
A detailed view of each piece of equipment, including
State of the equipment (Working/Stop/Defect)
Where appropriate, a breakdown of the defects (Interlock, emergency stop, etc.)
Display of the different settings of power-assisted systems such as air pressure (pneumatic systems)
Hydraulic pressure
Chain speed
Saw rotation speed
Positioning of chipping machines
Display of various manufacturing process trend lines
A display using a modern colour palette to properly distinguish alarms from the normal process
The ability to control motors directly from the human-machine interface
The ability to directly access automatic control system settings
The ability to manage different users in order to restrict access to some settings based on each user’s responsibilities (Operator vs technician for example)
Our systems use state-of-the-art control technologies. For example, Rockwell Automation products, which are widely used in North America specifically because they easily integrate with third party hardware components, are an integral part of our solutions. Moreover, our systems use Ethernet communication protocol which, in addition to being the dominant standard for North American equipment manufacturers, is perfectly adapted to the “Internet of things” concept inherent to the arrival of Industry 4.0. Specifically, choosing this technology enables the harmonious integration of our solutions into existing systems as well as remote diagnostics and adjustment. Further, our design and integration team has vast experience with the largest wood transformation equipment manufacturers, which facilitates the integration of our control systems for all types of projects.
Our very high frequency applications are executed on Beckhoff Industrial PCs. This product uses a four-core processor and permits—for example—a clock speed of 10GHz and the processing of 4,000 inputs/outputs while executing 400 scans per second. The TwinCAT 3 software platform further permits the integration of applications developed in C++ in the Microsoft Visual Studio environment or developed in MathWorks’ Matlab/Simulink. This flexibility allows us to develop our own high-speed solutions without being restricted to the proprietary functions available in conventional automated control systems. Therefore, through this technology, Autolog makes its mark by developing applications that are not available to our competitors. Spare part availability and cost are an additional advantage of using industrial PCs because they utilise the same components (produced on a very large scale) as those contained in personal computers.
Our log classification control solutions use the Beckhoff Industrial PC and boast the following properties:
Acquisition via a ScanMeg scanning system
Generation of a 3D log model and transmission to our optimizer
Classification of logs with similar diameters in the same boxes
Minimization of the scope of required repositioning between each log transformation on the twin saw
Boost production speed and minimize the wear and tear of repositioning components
Using the Beckhoff Industrial PC for this application allows scanning, 3D modelling, display, and classification process control to be managed on the same mechanism
Artificial vision technologies are also an integral feature of our control solutions. Cognex cameras are used in conjunction with programmable automatic control systems in various process automation applications, specifically:
Accumulation control
Detection of log accumulation at points of transfer from one chain to another
Assessment of the degree of accumulation based on the data acquired by the camera
Piece-width detection in order to correctly configure lug loaders
Automatic control of grade stamp imprint quality
Real-time calculation of the stamping error percentage
Ability to monitor stamp deterioration patterns so that stamp maintenance operations can be planned
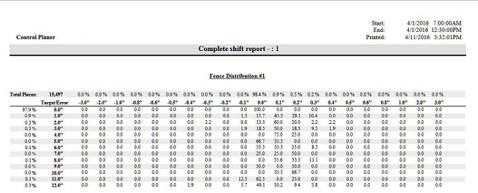
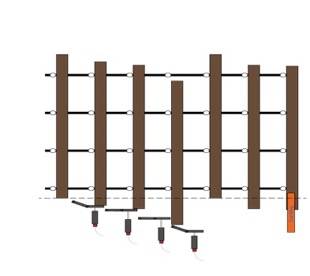
The "Fence Checker " is a monitoring system whose primary function is to validate the accuracy of the moving fences and ultimately the position of the boards at the sawmill or planer mill trimmer line.
The fence checker is located at the wood line and is linked to the board line controller. The system consists of a high precision scanner located just passed the moving fences. The final position of each piece is then measured by the system and compared to the trimmer optimizer’s final solution.
The accuracy of the board’s position maximizes the estimated grade and its optimum value. The fence checker can reach a resolution of 0.040".
If one or more fences could not make it to the position as determined by the optimizer, the line’s PLC will generate one or more alarms and store the data to provide a detailed production report at the end of the shift.
The system parameters are flexible and can program multiple alarm levels; the latter can be generated on demand if the positioning does not satisfy the tolerances set by the user:
Position set point errors
Poor mechanical maintenance
Calibration problems
Faulty electrical signals
At the primary breakdown, it is a well-known fact that proper gap management has a direct impact on production and bottom-line profits.
In essence, when the gap between logs is too small, the line must stop to position the cutting tools. When the gap is too long, throughput is reduced. Therefore, it is important to maintain a constant gap between the logs, which is easier said than done.
This is where Autolog's solution comes in.
The camera for gap management is located at the log infeed of a sawing line. By adding the camera, it will detect with precision both the beginning of the log in the feeder, or the absence of the log, as well as the end of the log on the conveyor, maximizing the use of the sawing line while maintaining a constant gap between each log.
The system also eliminates virtually all log crossings. For example, a log that is too small to be detected by the other type of sensors may result in two logs crossing over one another in the chain, triggering a production stoppage in order to separate these two logs.
Without this solution, customers must use several types of sensors to detect these two logs, for example photocells such as analog or single point, only to achieve average results.
Thanks to Autolog and the early adopters, customers achieve excellent results while reducing downtime and production costs.
This may be the quick fix you are looking for and we are ready to help.