
Encodeur de l’optimiseur

Publié le 16 février 2016
L’encodeur est un élément essentiel dans le procédé d’optimisation des équipements de scieries.
L’encodeur est relié mécaniquement à l’arbre de tête des chaînes du transfert d’optimisation et fournit des signaux électriques précis en fonction du déplacement des chaînes. Une fois que la distance de déplacement des chaînes est connue pour chaque impulsion de l’encodeur, le logiciel d’optimisation est en mesure de modéliser les dimensions et les défauts des pièces.
Autolog utilise un encodeur de 2000 impulsions par rotation et a établi un standard à l’interne pour que le transfert des chaînes des pièces se déplace de 16" à chaque rotation de l’encodeur assurant ainsi une résolution de 0.008" par impulsion.
16" / 2000 impulsions par rotation = 0.008" par impulsion
La grande question est la suivante: comment est fait l’arrangement mécanique permettant à l’encodeur de faire une révolution complète à chaque 16" de déplacement des chaînes ?
Le résultat nous est fourni en utilisant un rapport d’engrenage spécifique dont vous trouverez deux exemples plus loin dans le texte et qui démontre la caractéristique du 0.008" par impulsion.
Exemple 1:
Si le transfert de l’optimiseur a une roue dentée de 16 dents et que le pas de chaîne est de 1"; il est possible en organisant l’encodeur et l’arbre de tête dans un rapport de 1:1 d’obtenir, un déplacement du transfert de 16" pour chaque rotation de l’encodeur.
- Le déplacement requis des chaînes pour chaque rotation de l’encodeur = 16"
- Le déplacement des chaînes par rotation de l’arbre principal = roue dentée de 16 dents par un pas de chaîne de 1" = 16"
- Le rapport d’encodeur = roue dentée de 16 dents : roue dentée de 16 dents = 1:1
- Le rapport d’encodeur x déplacement des chaînes par rotation de l’arbre principal = 1 x 16" = 16"
- Avancement des chaînes par rotation de l’encodeur / Nombre d’impulsions par rotation de l’encodeur = 16"/ 2000 = 0.008" par impulsion
Exemple 2 :
Il est plus courant de voir un transfert avec une roue dentée de 32 dents sur l’arbre principal utilisant des mailles avec un pas de 1 (Figure 1).
Ceci signifie que l’encodeur ne peut être relié à l’arbre de tête avec un rapport de 1:1 pour créer une distance de 16" d’avancement par rotation car ceci créerait un avancement de 32". Pour obtenir 16" d’avancement des chaînes par rotation de l’encodeur, un rapport de 2:1 est requis soit 2 tours de l’encodeur pour un tour de l’arbre de tête.
- Le déplacement requit des chaînes pour chaque rotation de l’encodeur = 16"
- Le déplacement des chaînes par rotation de l’arbre principal = roue dentée de 32 dents par pas de chaîne de 1" = 32"
- Le rapport d’encodeur = roue dentée de 16 dents : roue dentée de 32 dents = 2:1 = 0.5
- Le rapport d’encodeur x déplacement des chaînes par rotation de l’arbre principal = 0.5 x 32" = 16"
- Ratio d’encodeur x déplacement des chaînes par rotation de l’arbre principal = 0.5 x 32" = 16"
- Avancement des chaînes par rotation de l’encodeur / Nombre d’impulsions par rotation de l’encodeur = 16"/ 2000 = 0.008" par impulsion
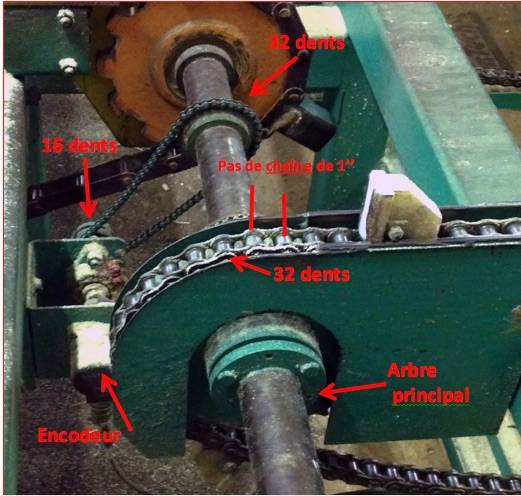
Figure 1 : Montage de l’encodeur utilisé à l’exemple 2
Afin de maintenir la précision et la performance d’un système d’optimisation, la précision et la performance de l’encodeur doivent être maintenues. Si l’encodeur fournit de mauvaises informations au système d’optimisation il sera impossible d’espérer obtenir les résultats prévus.
Restez à l’écoute pour d’autres conseils dans notre blogue du mois prochain.
Billy – Expert en procédé


