
The Value of Grade Checks and the Analysis of Manufactured Defects

Posted on June 08, 2018
In the December 2017 edition of the Auto-Blog, our Process Expert Tim posted an excellent article entitled “Monitoring Quality throughout the Planer mill” which addressed the importance of monitoring quality of the planer in its three main sections: Infeed, Interim, and Outfeed. The article ended with emphasizing the need for “Setting up routine quality monitoring procedures”.
I enjoy doing grade checks, but after going through loads for what amounts to decades, any task can become routine. There are three reasons to do grade checks whether you have an auto grader or graders on the line.
First is Compliance, which is meeting the standard of the grade stamp applied to the lumber and the contract of delivering on grade lumber to the customer.
The second is Performance, which in terms of graders, holds them to a work performance standard that ties in with compliance. With an auto grader the same standard of compliance applies but because of the consistency of the process over human graders, the focus falls into tuning the parameters, the defect detection, the maintenance of the system and its components, to produce the desired result.
The third reason is Opportunity, which Tim alluded to in his December article. As lumber processes become faster and more automated, fewer people handle the lumber and due to this lack of exposure to the finished lumber, fewer people have the expertise to analyze the manufactured defects they see. Our pool of employees with grading knowledge is shrinking along with their understanding of how and where manufacturing defects occur in the lumber.
First we need to ensure that we have a documented routine of performing grade checks, but if we're rolling through thousands of pieces of lumber and only ensuring that they meet the criterion of compliance, we can miss the chance to pursue the opportunity to reduce or eliminate certain manufactured defects that may meet the standard of the grade, or either miss the chance to be upgraded to a higher value product or that may degrade package appearance for our customer.
Our Quality Control personal need to step outside the routine and find ways to document these defects and their impact on the business. Let’s focus on one defect that I see repeatedly as I work around Canada and the United States at various planers.
There are many steps in the process of harvesting trees through to planning lumber that can produce manufactured defects in the lumber. While we all have to deal with the natural defects that the tree can produce, the defects that we produce through bucking logs, sawing, drying and planning lumber are the ones we need to always strive to eliminate. Edge Skip is one of those defects. It can lead to a piece being downgraded, excess trim loss. Even if it is allowed in a grade, it can lead to poor package appearance.
To be more specific, I want to focus on skip that occurs only on the lead or tail end of the pieces.

The issue with this defect is that often in the planer mill the perception is that this defect was caused upstream in the sawmill. Often that is the case as there can be alignment issues at machine centres in the sawmill and the lack of stability of logs and boards as they pass through band rigs, gang and edger saws.
The beauty of the planer is it tends to be the most stable and static process in the production of lumber. This stability can often fix and hide the sawing issues upstream but if the planer is not aligned correctly it can repeatedly produce the same defect that the sawmill will tend to produce more randomly.
Going through the finished package and seeing edge skip on the ends will not tell you where it is being produced, but a high frequency of the skips occurrence almost always points back to the planer.
A quick trip to the outfeed of the planer will answer the question by observing whether it is occurring on the right or left side, on the lead or tail.
Why does this defect escape analysis and correction? Workers often do not pull off boards and check both ends for size, skip, dog legs, etc.
Developing a documented process for routinely checking a sample of boards can help in seeing these defects and getting to resolve.
There can be more than one reason why a planer will snipe boards and cause end skips.
They include the alignment of the straight edge as the lumber passes through the inside and outside planer heads. The planer feed rolls may be misaligned or have bearings that are failing to cause boards to move off the straight edge.
The alignment of the bridge which carries lumber into the bridge is the area that I would like to focus on, as this is frequently the cause and may change with the stock being run and the speed that pieces are fed into the planer.
The bridge of the planer is designed to butt pieces together so that you get a ribbon feed through the planer but it also has to pressure pieces against the planer line bar to ensure that they pass through the planer heads and take a consistent amount of fibre off on the inside and outside heads.
This is done by tapered or angled rolls on the bridge that put that pressure on each piece. As planer speeds get faster and faster this becomes more challenging. The angle or taper off the rolls may not be fully adequate to move the pieces tight against the rolls as planer speeds increase.
The roughness of the untrimmed ends can cause friction as the pieces come end to end that can prevent the rolls from moving the pieces towards the line bar.
The result of the diagram below would be that piece 2 would have skipped on the lead end on the line bar side. The rolls will generally bend the rest of the board against the line bar so that the balance is dressed fully. Once the piece hits the planer feed rolls, which are knurled for traction, they tend to feed straight, which makes getting the pieces against the line bar on the bridge all the more critical.
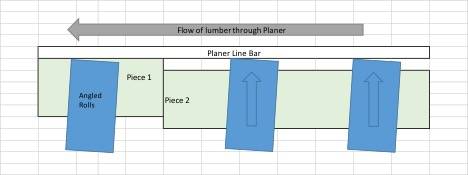
This can be observed my viewing lumber as it goes through the bridge from a position above, much like the view presented here.
Two challenges are that the speed of the planer is so fast, and this area may not be a safe viewing area with the possibility of being struck by debris.
A solution can be a digital camera mounted above so that the image can be slowed down for better viewing.
Another method for troubleshooting is to take advantage of a lunch break or other break in the production, then examine 50 or so pieces that are on the infeed table to the planer and mark on the end those pieces that are already sniped on the lead or tail end as well as note the heavy crook pieces.
Next, run the sample when you start up at regular speed and note the pieces on the outfeed that are sniped. If those pieces are in addition to the marked pieces, you likely have a planer alignment issue. The Autolog ProGrader Reports also identify downgrade reasons by defect, so by tracking these downgrade percentages you can identify trends and respond accordingly. Once identified, the planer staff can usually take steps to mitigate this issue at the bridge.
This article is not intended to be about the technical alignment of planers, but more about breaking through the barriers that prevent us from getting to the root cause of planer defects, such as:
- Lack of critical observation on the finished product
- A tendency to blame the problem on the upstream sawmill
- Lack of thorough evaluation of pieces on the planer outfeed, not just sizes but skip analysis on both ends
Other tools or procedures that can help resolve planer issues:
- Documented and regular drill tests on all four faces
- Regular and documented planer alignment. Due to attrition in our workforces, seasoned planer personnel are harder to come by, consider bringing in independent contractors to aid your team in proper planer alignment and education. Your planer manufacturer would be an obvious resource.
These are not new Quality Control concepts but they are becoming more important as production speeds increase and as advanced technology puts fewer people in contact with the finished product.
Shawn – Process Expert


